Stage 1
Production & Supply Chain
40 Slides
Supply Chain & Production

Inbound Components
Keylite Factory
Production Chain
Quality Control
Outbound Products
Stock Control
Distribution

Inbound Components
Inbound Components
Our roof window components are selectively imported to source the best quality parts from the most cost effective and resourceful markets.


Keylite Factory
Zambrów, Poland

Keylite's production factory is cited in Zambrów, Poland. This location delivers the following benefits to maximise the efficiency of our manufacturing process:
- Skilled manufacturing labour
- Readily available raw materials
- Slow grown, high quality timber
- High volume, high quality glass producer
Keylite Factory
Currently 2,500,000 metres of timber are processed annually to manufacture our Keylite roof windows.
Laid end to end, this would stretch from Zambrów to Cookstown!
Approximately 75,600m2 of glass is also utilised annually. This amounts to the stretch of 7 football pitches. Due to Poland's high volume of these readily available high quality materials, Zambrów is the ideal location for our factory.
Production Chain
Timber Production
Timber Production
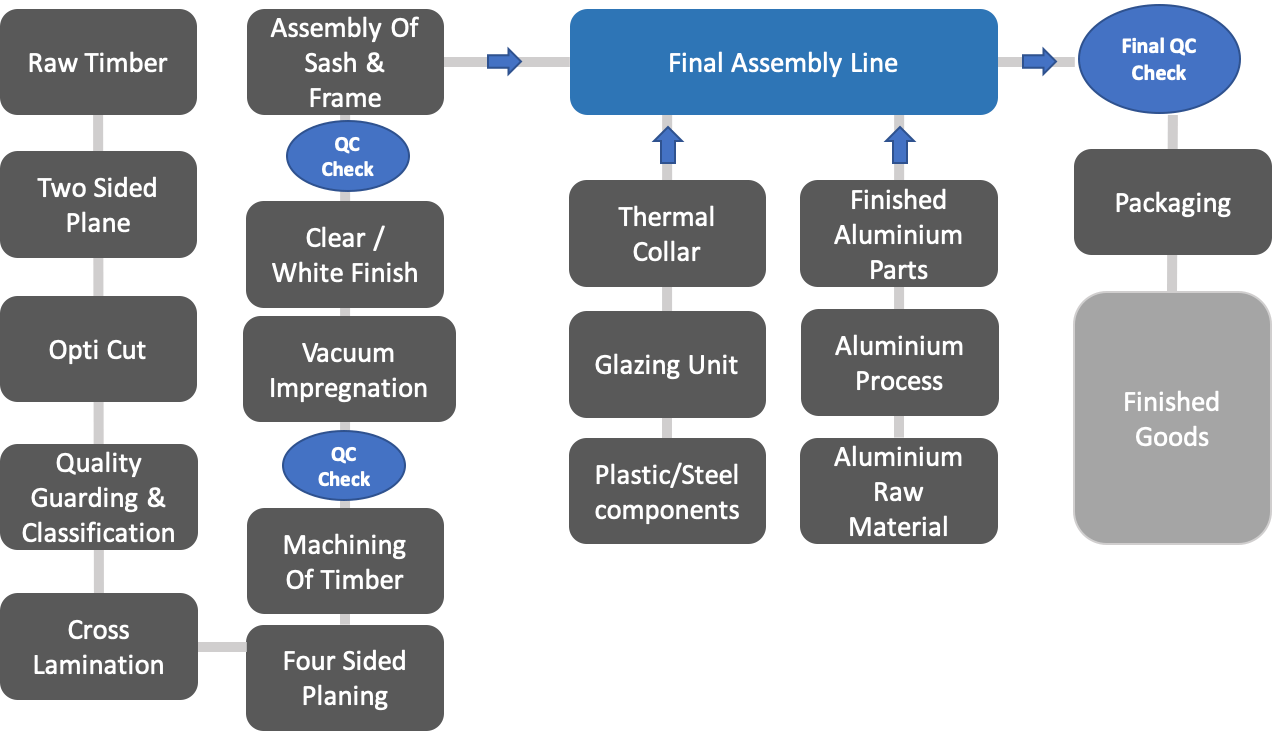
The first stage of our timber production process removes the rough surfaces along the exposed edges of the raw timber by passing the lengths through a planer moulder.
Timber Production
The lengths of timber are then marked either side of a knot or blemish where an Opti-Cut machine will create the specific elements of a window. Guaranteeing optimal use of the timber every time.
Timber Production
The timber is then graded on a scale of 1-3, with 1 being the highest quality. Grade 1 timber will be utilised for all visible surfaces.
Timber Production
Lengths of timber are laminated together to form larger and stronger blocks for structure. The visible grains along the timber lengths are placed in alternating alignments to add tensile strength to the newly formed glulam.
Timber Production
The newly laminated timber is planed for a second time along all four sides once again to smooth down all exposed edges.
Timber Production
Once the glulam has been planed, the timber is put through a double-end tenoner to shape the profile of the roof window sections and insert milling holes.
Timber Production
Vacuum impregnation protects the timber against insects and any fungal decay, guaranteeing our materials a long service of life.
Timber Production
The process is identical up until the internal finish coating for all timber windows. A clear lacquer is applied to our Natural Pine Windows while our White Finish roof windows are coated with a primer and finished with a white polyurethane based paint.
Timber Production
The timber frame and sash profiles are first assembled to create the structure for the roof window. Once the frame has been thoroughly checked for square-ness, the additional components such as the glazing, metal and plastic mechanisms and thermal collar are then installed to construct a complete roof window.
Timber Production
From final assembly, we inspect 100% of all roof windows. A dedicated QC inspector is stationed at the end of each assembly line and carries out a multi-point check on all critical functional & aesthetic aspects. An ID serial code is then assigned to each window for traceability before the window is thoroughly cleaned and securely packaged.
PVC Production
PVC Production
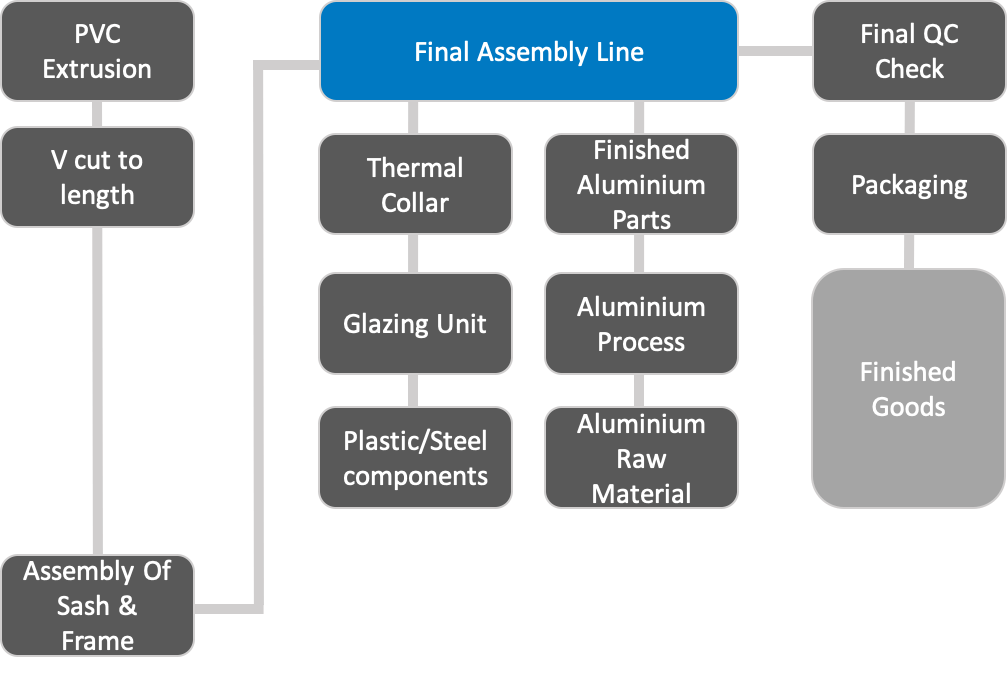
Keylite’s PVC extrusions are produced externally to suit the profile of our roof window designs. These extrusions are delivered into our Poland factory in 6 metre lengths.
PVC Production
Once the extrusions have arrived in our factory, the respective components are cut and created in preparation for the assembly stage.
PVC Production
Before the roof window can be assembled, all PVC components must be milled. This process introduces all the necessary pre-drilled holes ready for the construction of the roof window. A QC inspector is present in carrying out random in process checks on all PVC operations. The QC team look for trends and ensure corrective and proactive actions are implemented to drive a ‘right first time’ culture.
PVC Production
Steel supports will then be fixed onto the components once all parts have been successfully cut and milled accordingly.
PVC Production
The construction of our PVC components will repeat the assembly procedure of a timber roof window. The window sash and frame will be assembled prior to the installation of all additional components such as the glazing and any metal and plastic mechanisms.
PVC Production
From final assembly of our PVC range, the final quality inspection procedure remains the same as aforementioned. 100% of all roof windows are checked by a dedicated QC inspector. Multi-point checks are carried out along the assembly line before the window is given a unique serial code and packaged ready to be shipped to market.
Quality Control
Quality Control
Quality Control checks are not only carried on our roof windows.
Samples of our inbound goods, raw materials and plastic and metal components are inspected using an ‘8 Disciplines’ report to understand the root cause of any complexities to ensure adequate CAPA (Corrective and Preventative Action) is put in place.
8D reports are used to communicate any issues with components to our suppliers. Samples of our flashing kits and loft ladders are also regularly quality checked utilising the same reporting methods.
Quality Control
In addition to the in-process and final quality check procedures, we carry out random ‘open-box’ audits on samples of goods from our distribution centres. We also carry out the following routine quality testing on our components:
- Accelerated UV Testing
- Accelerated Salt Water, Weather Testing
- Cycle Testing of Window Opening/Closing for 20 Years use
- Cycle Testing of Blind Function
- Impact Testing of External Forces
These checks are all part of our exhaustive quality assurance process which aims to deliver the highest levels of quality every time.
Stock Control
Stock Control
Keylite’s Microsoft Navision software manages our stock levels and automates the replenishment of fast moving goods.
Supply chain planning ranges from strategic, long term as well as short term actions in order to achieve our 98.5% OTIF target.
This closely measures of the volume of orders which are delivered On Time and In Full.
Stock Control
We employ a range of supply chain tactics to ensure complete visibility in our quest for 100% OTIF:
Long Term
- Forecasting & Capacity planning
Medium Term
- Stock Purchase Orders & Ranging Reviews
Short Term
- Made to Order Goods based on Special Purchase Orders
Outbound Products
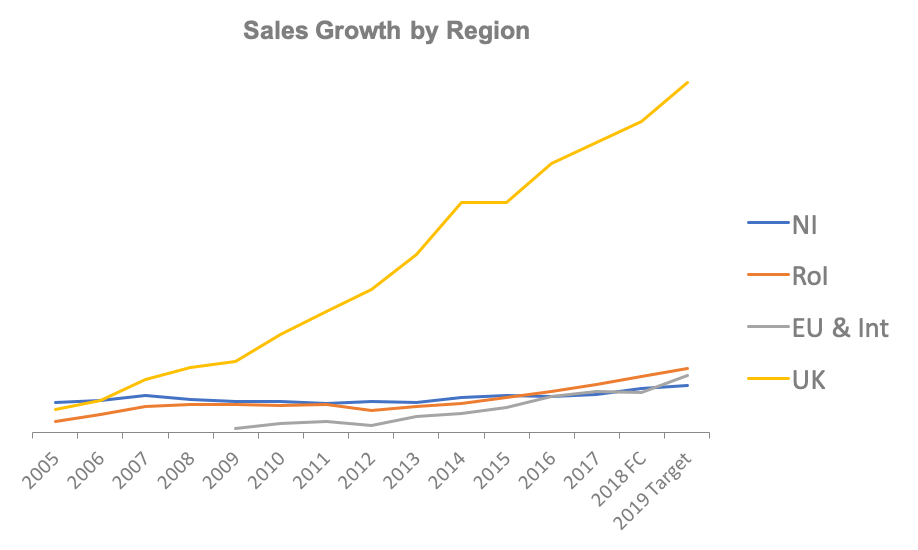
Sales Growth
Since Keylite's establishment, sales have increased year on year. As a result, we have experienced positive correlation alongside our production capacity.
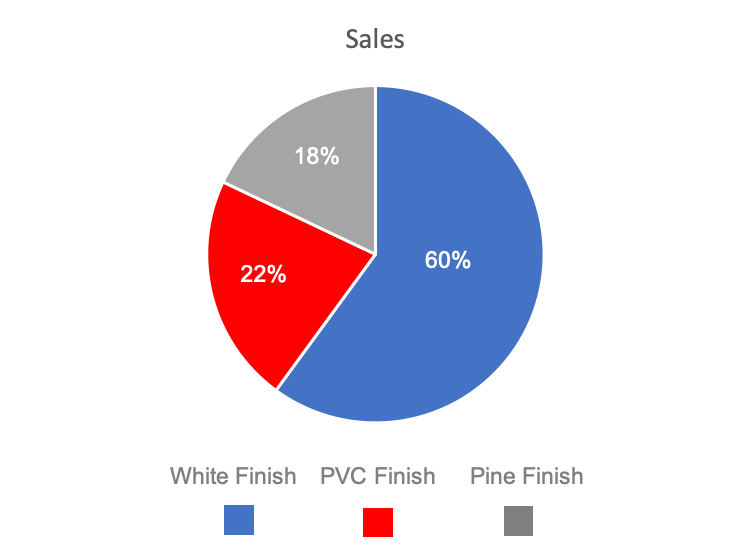
Sales & Production
The demand within market drives not only our levels of production but also the divide between our roof window range.
Currently, White Finish windows have the greatest output followed by PVC and Pine Finish windows.
* Based on 2019 figures
Distribution
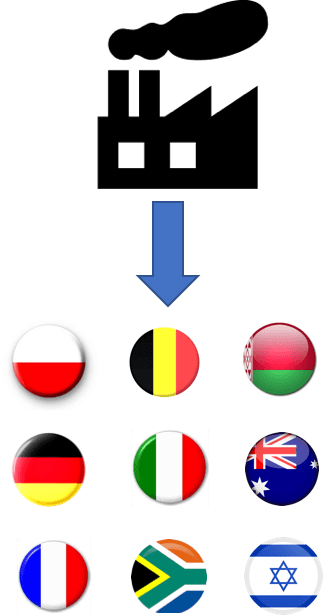
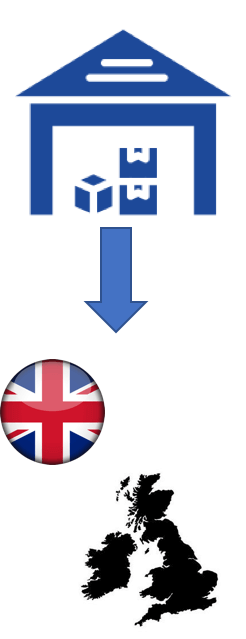
Distribution
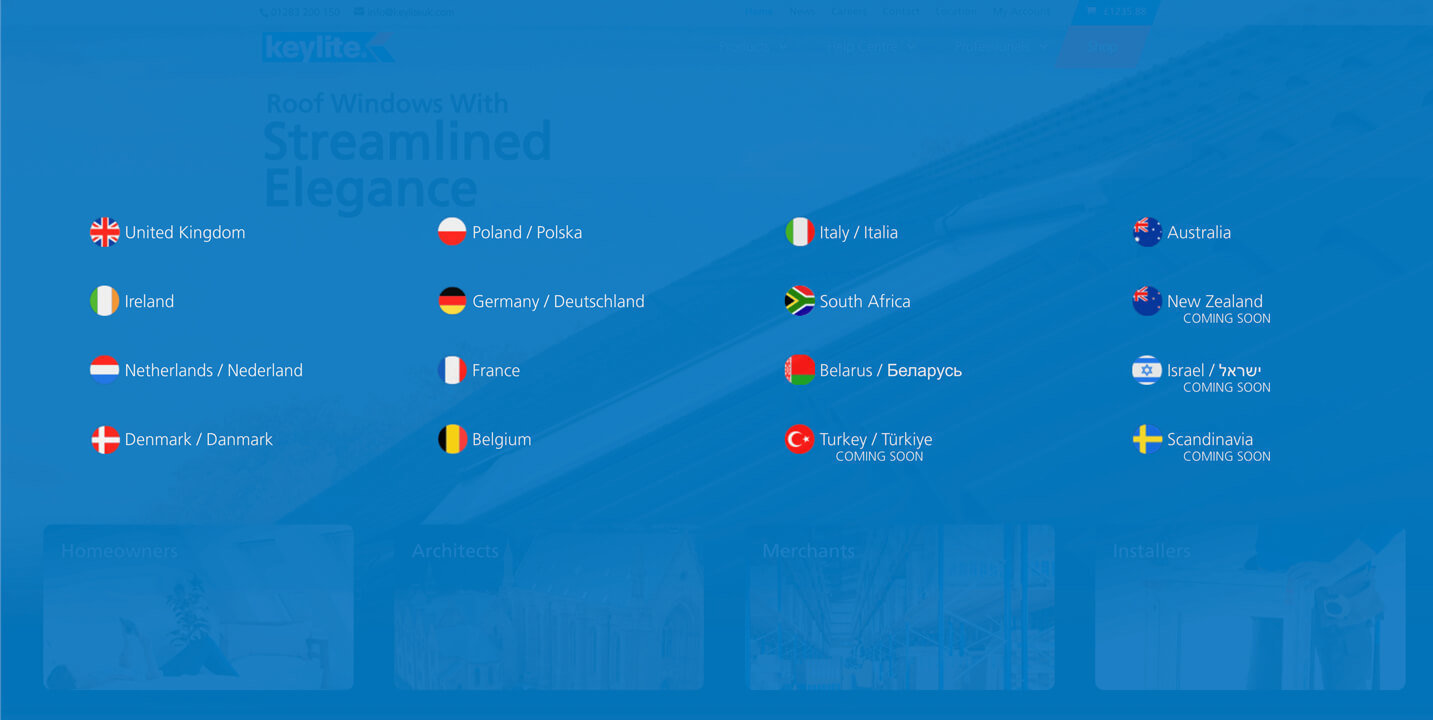
Our factory distributes to 12 out of the 14 countries we currently supply to worldwide, via land and sea. Goods are exported to our 40,0002 feet distribution facility in Burton-upon-Trent, UK, which facilitates orders within the United Kingdom. Stock is then sent from our UK warehouse to our distribution centre in Cookstown, NI to supply ROI & NI markets.
Zambrów
Burton-upon-Trent
Cookstown

Quiz
Please continue to the quiz below