雷射切割 / 雕刻
Laser Cut / Engraving
陳信嘉

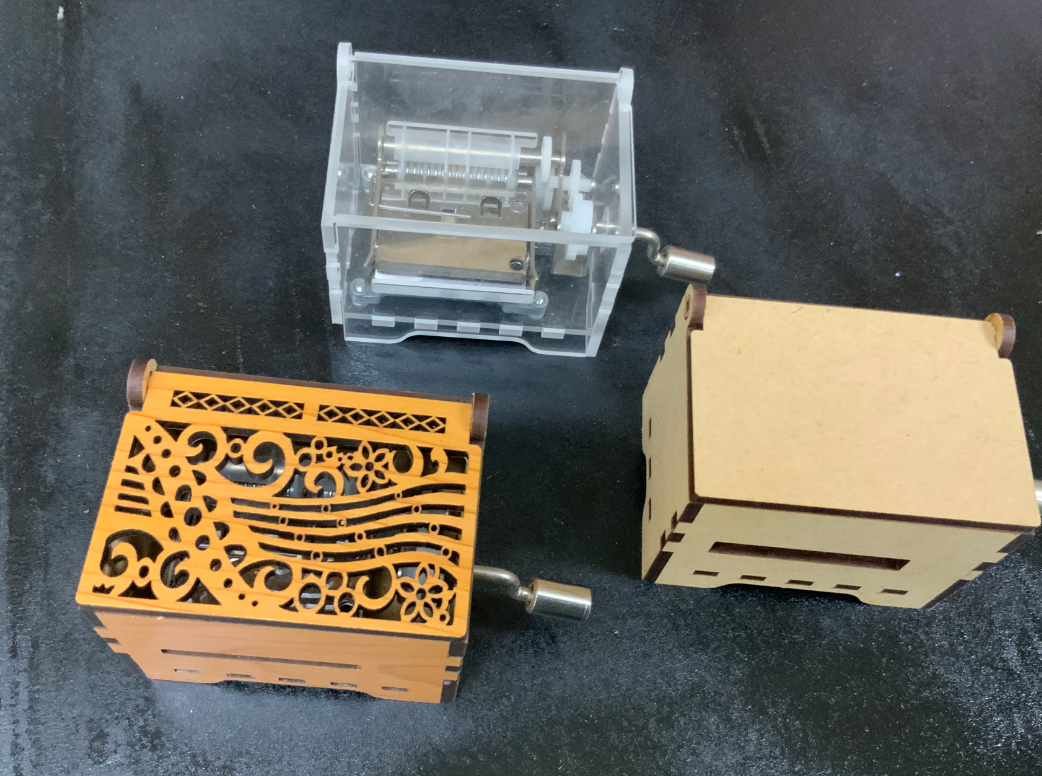
雷切機
冷水機
抽風機
排風管 (在背面)
電腦
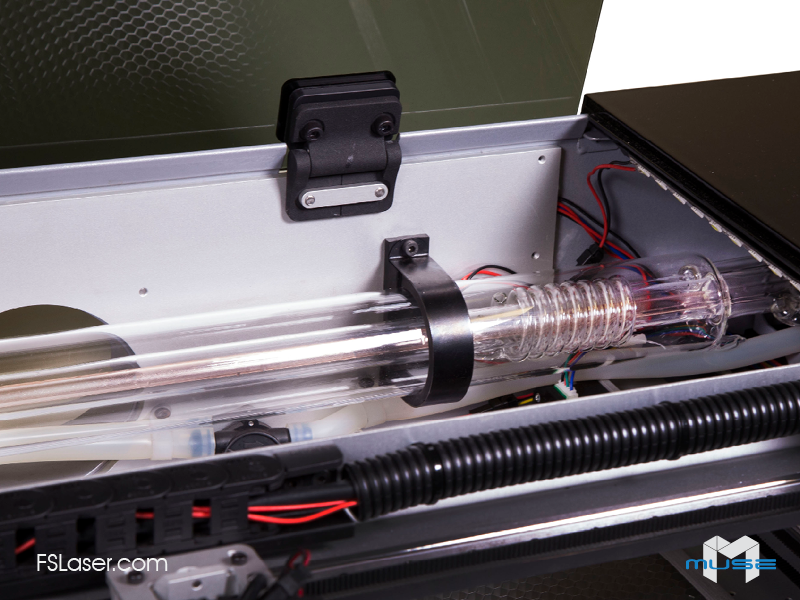
雷射管
雷切機採用的雷射技術
光纖雷射
CO2雷射
光纖雷射
(Fiber Laser)
金屬雷射切割
CO2雷射
(CO2 Laser)
CO2雷射管
| 雷射技術 | 光纖雷射 | CO2雷射 |
| 光源波長 | 約1,060 nm、焦距較小 | 約10,060 nm |
| 適合應用 | 金屬打標、雕刻、切割 | 木材、紙張、皮革、塑膠、壓克力、橡皮章…等 |
| 相應設備 | GCC | FLUX系列、MUSE |
機器加工原理
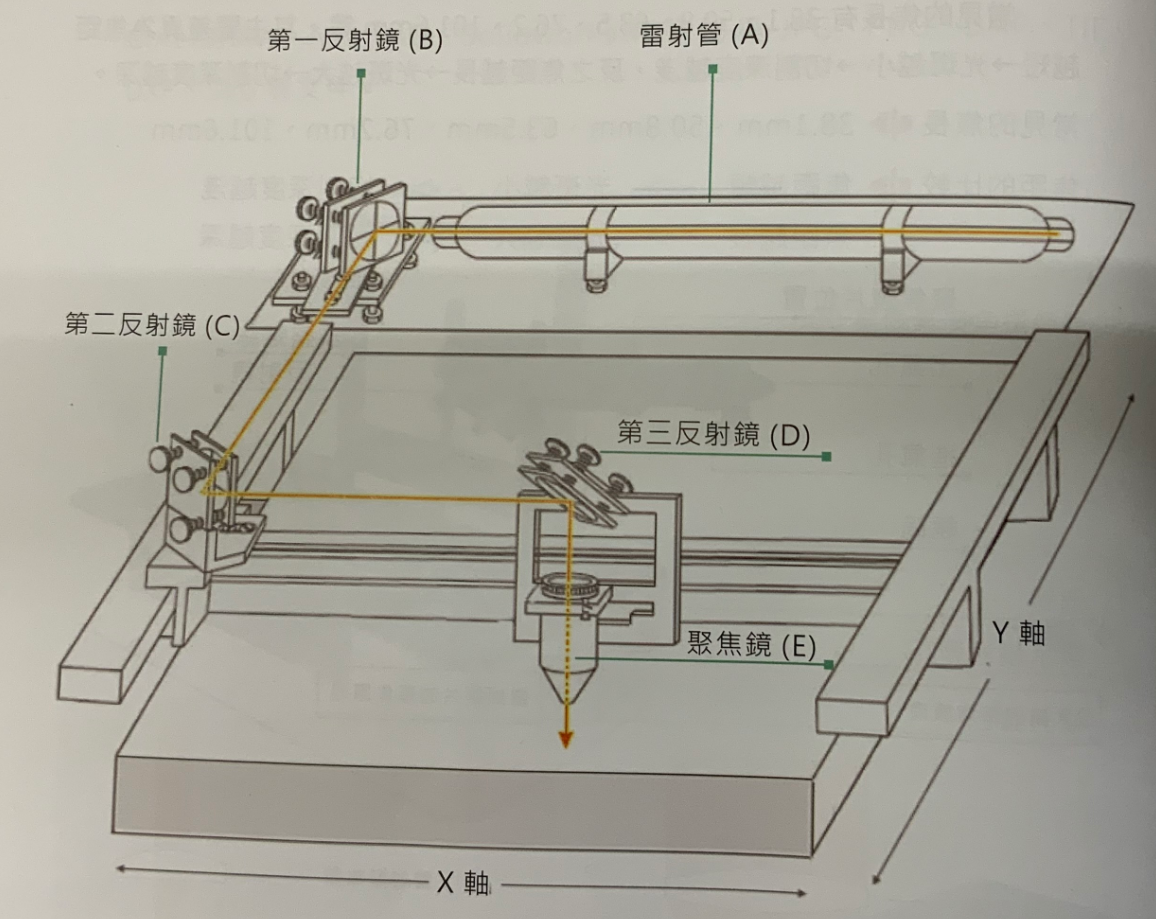

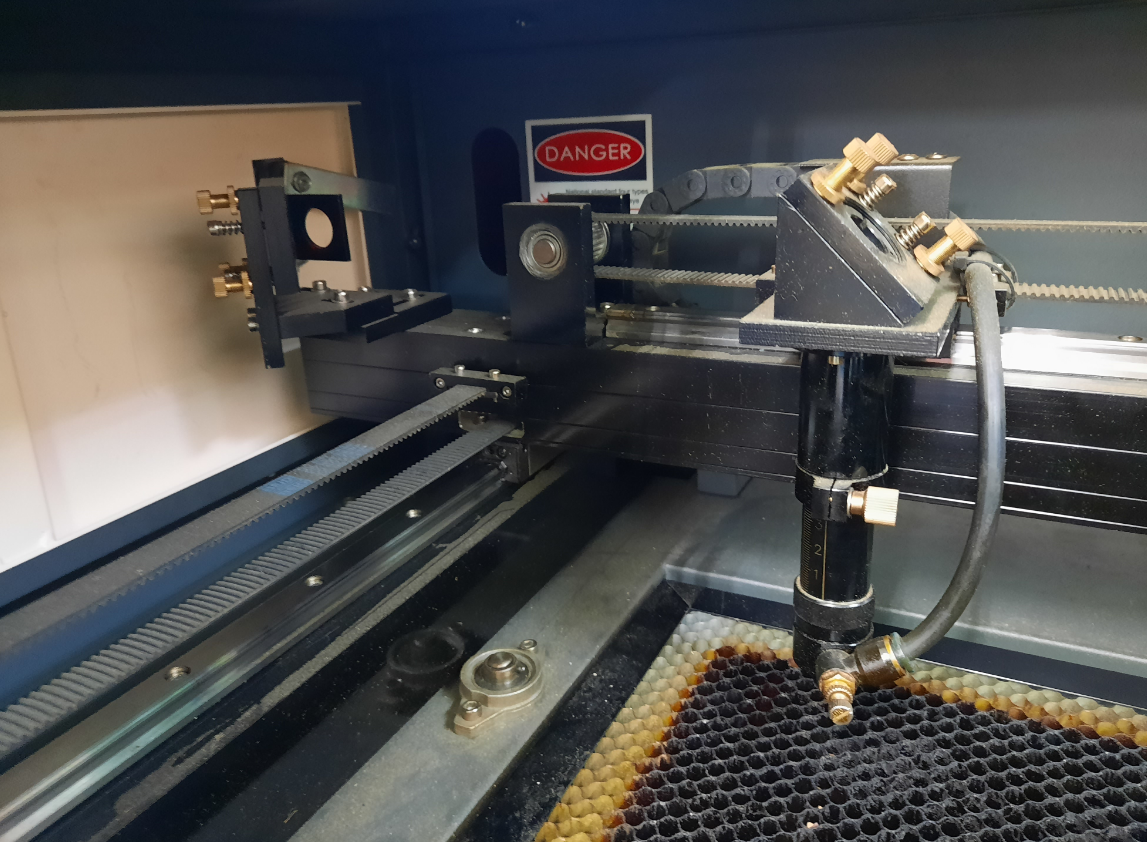
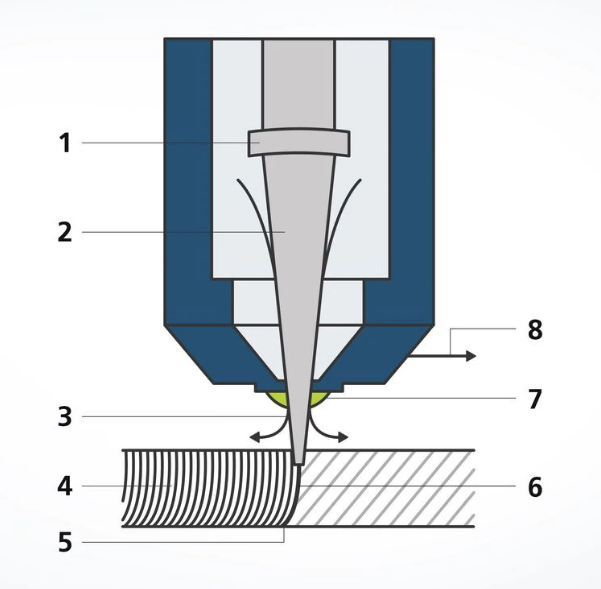
- 聚焦鏡頭:透鏡與光學反射鏡使雷射束聚焦於加工位置
- 雷射束:雷射束擊中工件並對其加熱,直至其熔化或蒸發。
- 切割氣體:藉助切割氣體將產生的熔體從切縫吹出。氣體從噴嘴與雷射束同軸流出。
- 切割凹槽:在雷射切割過程中,切割邊緣得到一個典型的凹槽模型。若切割速度較小,則這些凹槽幾乎平行於雷射束延伸。
- 熔體:雷射束——經過聚合的雷射光——沿輪廓導向並使局部材料熔化。
- 切割前跡:在工件上,切縫幾乎不比經過聚焦的雷射束更寬。
- 噴嘴:雷射束與切割氣體透過切割噴嘴擊中工件。
- 切割方向:透過使切割頭或工件朝特定方向移動產生切縫。
影響切割效果的重要因素
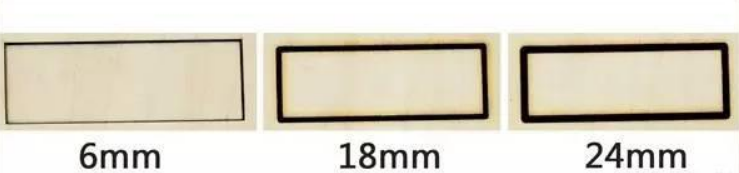
焦距
功率
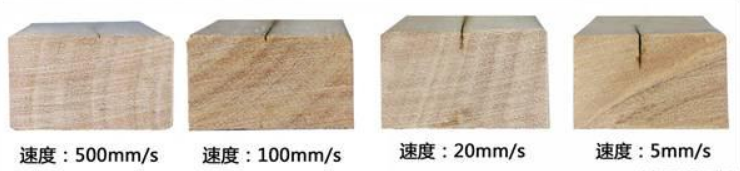
速度
手動檢查與調整
機器送出前的參數設定
焦距必須正確
(焦距錯誤切不斷)
功率愈大,顏色愈深
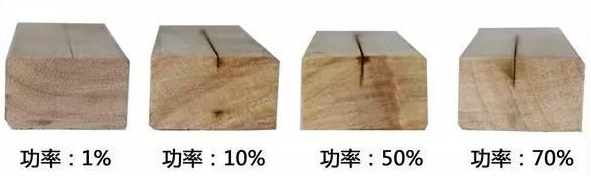
(切割也愈深)
速度愈慢,切割愈深
(切斷時必須注意恰好的速度)
吹氣是為了保護鏡面

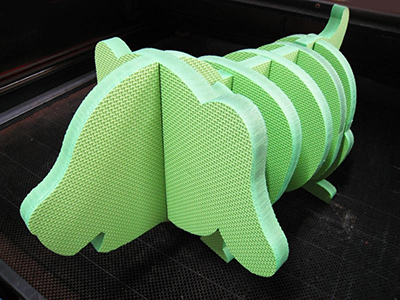
加工材料
加工材料:木材
- 密集板
- 椴木合板
- 飛機木
- 軟木
- 松木、杉木、檜木等拼板或原木板

因為板材厚度不同,較厚之板材需要較高之功率且切割速度會較慢些,故較厚之木板切邊相較於薄之密集板顏色深。(碳化現象)
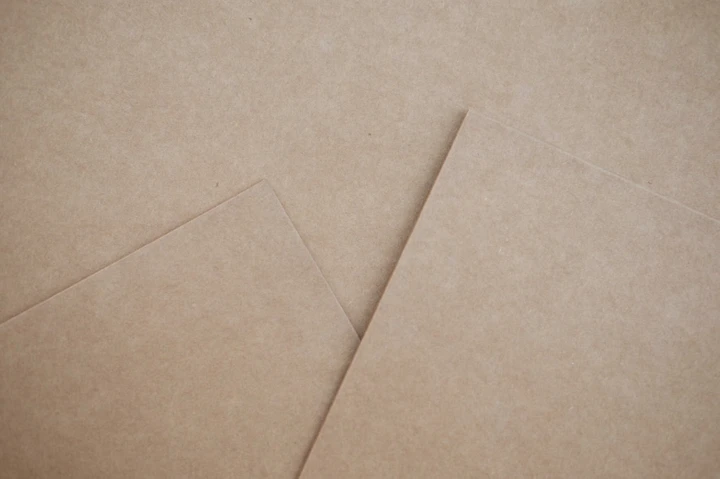
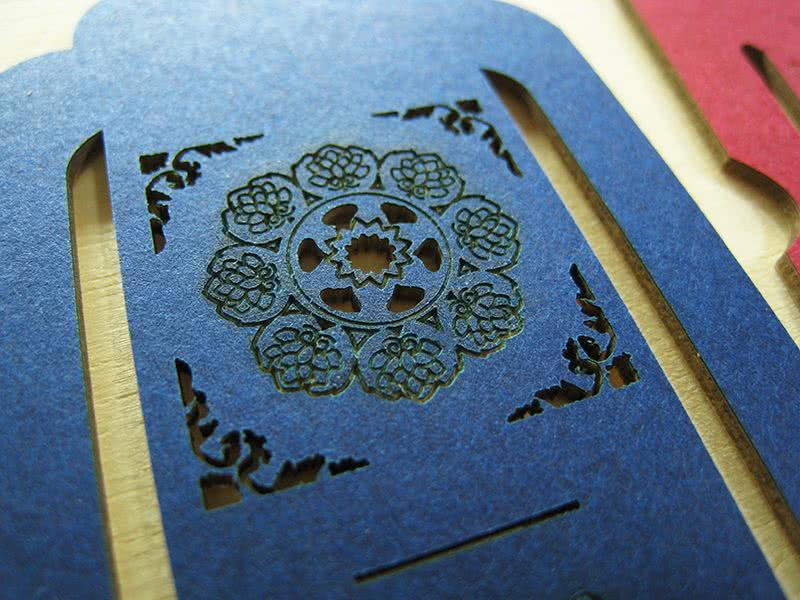
加工材料:紙板
- 白紙板
- 牛皮紙板
- 模型紙板
- 瓦楞紙板

加工材料:壓克力
壓克力是常用的雷射切割材質,雷射切割上並不像木材會有碳化的黑邊,通常都是會唯持原本壓克力的本色。


需包含原本的紙膜一起切割 (否則會有煙薰的痕跡。

加工材料:合成材料
- 塑膠片
- 珍珠板
- EVA 泡棉
- PU 泡棉
- 人造橡膠
切割合成材料時要牢記切割的危險和可能排放的危險物質。
依厚薄、組成成分及密度有極大的影響
加工材料:布料
布料切割需注意布料的平整


加工材料:皮革
在所有有機物切割中都存在著著火的危險。木材、皮革、紙板和紙可以用雷射切割,切割邊緣會燒焦(褐色)。
皮革切割會很臭!

切割時表面會積一層碳,最後吹開或抹除即可。
加工材料:玻璃
注意:CO2雷射加工機的光源無法作用於金屬或高反光物體,反而可能將光束反射回雷射頭而造成損害。

進一步加工
木材加工處理
木板本身的紋路若不佳 (密集板無紋路),可以先在上面貼皮後再切割。
貼皮可搜尋『波音軟片』
壓克力加工
透明壓克力,可在其正面或背面貼上有色『卡典西德』製作,再搭配壓克力本身的亮度與透明度會相當有質感。

壓克力表面會反射光線,很適合由側面加上燈光,會有明顯的輪廓光線。
皮革加工
皮革自身需要加工程序
(床面處理、邊緣)

綜合不同的材料
木板 + 壓克力

注意壓克力的字若印在內側,需要做水平鏡射。
圓桶狀玻璃
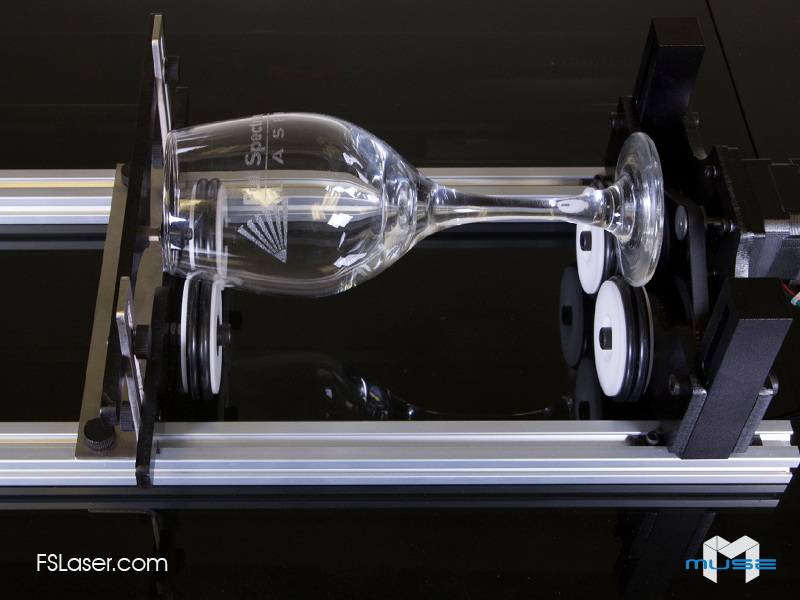
搭配圓形瓶身的旋轉機件
如果要切割鏡子,可以使用壓克力製的鏡面,翻到背面切割。