







































Tanya Schlusser
I like you!
(You were 3. I was in grad school.)
It started here in Ohio.
1-5 days. 55 million people. ~$6 billion.
×3
Hot day.
Sagging lines fault to ground, causing load shedding.
Bad luck. 3 places. Cascading failure.
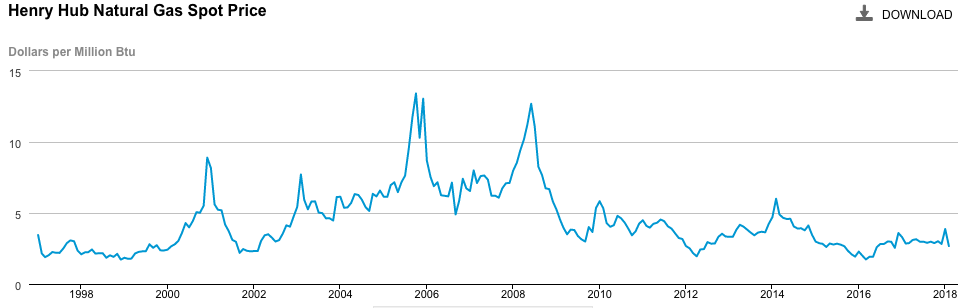
$13.42 / MMBTU
(avg. house: 100 MMBTU/yr)
The need for workable energy options is perhaps the greatest single challenge facing our nation and the world in the 21st century.
- MIT Energy Research Council
July 2006
The combustion triangle names the necessary things for combustion.
Oxidizer
Fuel
Heat
(ignition)
Fuel + Oxidizer → Heat + combustion products
+ ignition
(feedback)
Fuel + Oxidizer → Heat + combustion products
Usually air
(~ 78% N2 + 21% O2 + other stuff)
Usually natural gas
( > 96% CH4 + other stuff)
Chemical formula:
CH4 + 2O2 → Heat + CO2 + 2H2O
Ideal gas law: Pressure ≈ Number of Moles if T constant
CH4 + 2 O2 → Heat + CO2 + 2 H2O
Natural Gas
+ 9.7 Air → Heat + CO2 + 2 H2O + 7.6 N2 +
(~ 21% O2 )
( ~ 100% CH4)
other stuff
More air ⇒ cooler
CH4 + 9.7 Air → Heat + CO2 + 2 H2O + 7.6 N2 + stuff
=
2 O2 + 7.6 N2 + stuff
That's because the flame has to heat up all this.
CH4
2O2
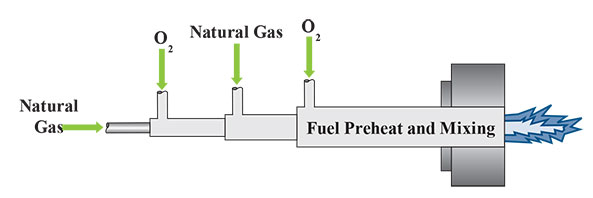
(source: DOE)
prototype burner in a GTI test furnace
blowdryer
waffle iron
the sun
Heat convected by moving fluid.
Heat conducted by something hot.
Heat radiated by glowing (extends beyond visible light).
Only three ways to get heat to the load.
Ideas?
Eclipse thermal radiation burners.
(Possible use: industrial cooking.)
Eclipse high velocity nozzle mix burner.
(Possible use: steel reheat.)
Example burners
Brighter flame ⇒ more radiative transfer
Better circulation ⇒ more convective transfer
Longer residence time ⇒ more conductive transfer
source: John Wagner's report on oscillting combustion (PDF) for the Department of Energy
Increase residence time of the hot gases.
Use exhaust to heat things as much as possible.
All shapes and sizes: for cooking, chemicals, melting, boiling...
Flame shooting out the sides!
Wasted heat...
Existing design: Deep brick-lined well to absorb and radiate heat. Nice. ✔
Existing design:
Little nozzles are like tiny blowtorches that blast a ton of energy into the wok. You do not need this much energy to cook food, so it will be wasted. ✘
More than double the efficiency of existing burners:
this should use about half the fuel.
DOE challenge for efficiency led to a 2008 Chicago Innovation Award for the boiler team and Cleaver-Brooks.
Low pressure exhaust
Transport membrane condenser
Humidifying air heater
High pressure exhaust
Images are from a super boiler presentation to the DOE (PDF)
GTI's new invention
In a fire tube boiler you combust in the big hole and the exhaust travels through the little tubes to give it time to boil the water.
Images are from a super boiler presentation to the DOE (PDF)
Extruded aluminum inserts in the fire tubes - for heat transfer like in a car radiator.
Boiler cross section.
Images are from a super boiler presentation to the DOE (PDF)
*Dimensions for a design like this must be calculated using CFD.
All drawings from U.S. patent 7066396 (2004)
All drawings from U.S. patent 7066396 (2004)
All drawings from U.S. patent 7066396 (2004)
*condensate could not be used in make-up steam until now because it was not pure H2O and would gunk up the process.
Images are from a super boiler presentation to the DOE (PDF)
First generation
Second generation
A membrane is a surface with micropores. Exhaust flows through these bundles, and the water molecules pass through the micropores in the walls to enter the condensate loop.
Data from Rick Knight's talk at the University of Texas
+
+
=
Solar heating control panel
Equinox solar-assisted tankless water heater
California Energy Commission report on solar-assisted industrial heating
California Energy Commission report on solar heating for food processors
The boiler team won a contract from California to combine the best tech for water heating. This is from a report in 2013. It was field-tested in a small winery.
This is the one from the report
This one is for a boiler.
This is the test installation at GTI's facility near Chicago.
The tubes are slanted so that the water will drain out of them when not in use (to prevent burst from freezing).
About 40-50°F gain in July; about 10-20°F in December.
Inlet
Outlet
Photo from GTI press release.
PlugPower's GenDrive forklifts
(July 2017 article about them at Walmart)
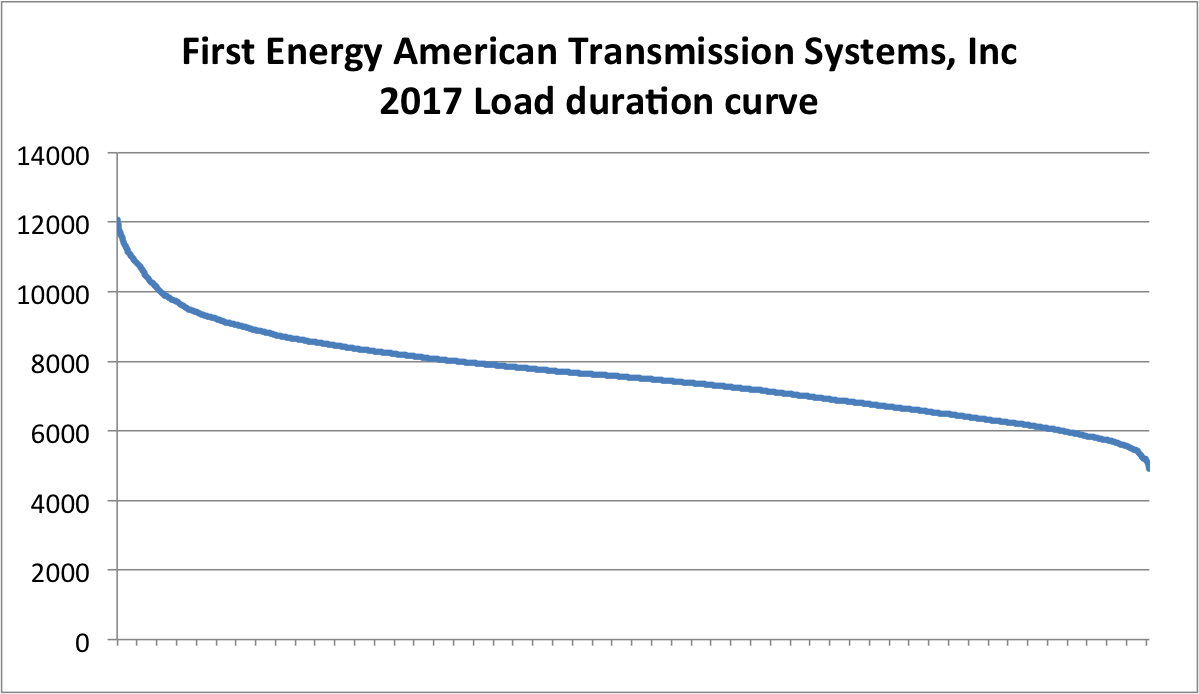
Hours spent at or below this generation level
Gigawatts
Power companies must maintain generation capacity to meet this tiny peak of demand for the few hours per year that it's needed. Shaving this peak down is financially beneficial to them.
By Tanya Schlusser
Review of engineering principles related to energy efficiency in natural gas burner design.


